

 Maxime Jacques
Maxime Jacques
1 min read
What is the Ergosa’s Pick & Place Mode and What Production is it Best Suited For?
If you’re considering the purchase of an Ergosa packer, you’re probably wondering: What benefits can the Ergosa provide to my packing process?
.jpg)
Your new Ergosa packer has been installed and started at your facility.
Your operators have become well-trained on the Ergosa packer and you’ve learned from our two articles how to reach maximum productivity with the Ergosa’s Horizontal Mode and Vertical Mode.
You’re starting to see serious improvements in your productivity and packing speeds as a result of manipulating the parameters we discussed in those two articles.
Now, you want to learn how to maximize your productivity with the Ergosa’s Pick & Place Mode so that you can unleash your Ergosa’s full potential.
The Pick & Place (or Manual) Mode is a backup mode for when the Horizontal and Vertical Modes do not suit a specific box production.
In most cases, 80-90% of your production can be processed with the Ergosa’s Horizontal and Vertical Modes. However, we typically see that 10-20% of our clients’ production cannot, or hardly can, be packed using the Horizontal and Vertical Modes.
This is where the Ergosa’s Pick & Place Mode comes into play.
Although the Pick & Place Mode is not the packing mode you’d want to use for normal situations, you absolutely need it unless you’re 110% sure that you will be exclusively producing straight lines and(or) 4/6 corners without any complex boxes.
Therefore, learning how to maximize your productivity with the Ergosa’s Pick & Place Mode is vital.
In the last 10 years, I have wired, started, and tested more than 30 Ergosas.
This experience has equipped me with a very in-depth understanding of the best practices when it comes to operating an Ergosa packer.
In this article, I will show you how to maximize your productivity with the Ergosa’s Pick & Place Mode so that you can get the highest return on your investment in the Ergosa.
This is Important: Before we get into maximizing your productivity under the Ergosa’s Pick & Place Mode, if you have not read our two articles on maximizing your productivity with the Horizontal Mode and Vertical Mode, pause here and return to this article once you’ve mastered those 2 main modes (or at least the Horizontal Mode if you’re not yet using the Vertical Mode).
Also, if you’re not very familiar with the Pick & Place Mode, learn more here about the Pick & Place Mode, how it works, and what boxes it is best suited for.
🔍 Recommended:
How to Maximize Your Productivity with the Ergosa’s Horizontal Mode
How to Maximize Your Productivity with the Ergosa’s Vertical Mode
What is the Ergosa’s Pick & Place Mode and What Boxes is it Best Suited For?
The Ergosa’s Pick & Place Mode is a complementary packing mode to the Ergosa’s Horizontal and Vertical Modes. It is also sometimes called the “Manual Mode” and is offered in both versions of the Ergosa series (the Ergosa A and the Ergosa C).
By “complementary,” we mean that the Pick & Place Mode is a backup mode for when the Horizontal and Vertical Modes do not suit a specific box production.
Unlike with the Ergosa’s Horizontal and Vertical Modes where boxes are packed in complete rows consisting of 100 to 500 boxes per row, the Ergosa’s Pick & Place Mode packs boxes based on how many boxes the operator/packing person(s) can manage with their own hands.
That is, the number of boxes packed into cases with the Ergosa’s Pick & Place Mode is completely dependent on the operator’s dexterity and skills.
Typically, the Ergosa’s Pick & Place Mode allows you to hand-pack 10 to 50 boxes per movement depending on the specifications of the box and the operator’s capabilities.
Even if the Pick & Place Mode is a “manual” mode, there are tips and tricks to boost your productivity just like with the Horizontal and Vertical Modes.
To do so, let’s begin by defining the formula of packing speed under the Pick & Place Mode.

The mathematical equation of the packing speed is simply the formula used to calculate the packing speed.
Just like we did under the Ergosa’s Horizontal and Vertical Modes, I will breakdown the packing process into its 3 main stages:
Because the operator has to hand-pack limited batches of boxes with the Pick & Place Mode, this considerably slows down the packing process and limits how much productivity gains you can achieve as we will see shortly.
In Step #3 — Packing (P), the operator grabs a batch of boxes on the accumulation conveyor and hand-packs them into the case.
Step #3 — Packing (P) also includes all the control operations, labeling, etc. The operator will repeat Step #3 — Packing (P) as many times as necessary to fill the case before starting over at Step #1 — Preparation (Pr).
For each of these 3 steps outlined above that constitute the packing process, we can define the average time needed for the operator to perform the action.
After many years of repeating this process, constant testing, and regular validations from our clients and experts, here is the predicted average time needed for the operator to perform each step:
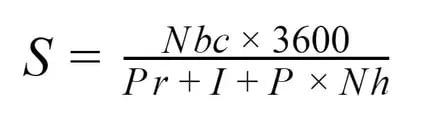
By breaking down the packing process into its 3 main steps, we can define the packing speed with the following formula:
Where :
For example, if a case consists of 2 rows of 200 boxes (or a total of 400 boxes per case) and the operator needs 6 batches to complete a single row (or a total of 12 batches for the complete case) the packing speed will be:
.webp?width=424&name=ezgif.com-gif-maker%20(30).webp)
And if your Ergosa is equipped with 2 Pick & Place stations (i.e. 2 MAE Modules) then the packing speed can be doubled by adding a second operator to 35,120 boxes per hour.
We can already see a huge difference in speed (S) compared to what we’ve seen with the Ergosa’s Horizontal and Vertical Modes.
The principles explained here also apply to the widespread Collecting Tables on the market such as Bobst’s Handypack GT, KBA Duran's Omega Pack Station, and Tünkers' FAS 480.
While the Ergosa’s Horizontal and Vertical Modes allow you to slide/push a complete row of 100 to 500 boxes into the case, the Ergosa’s Pick & Place Mode allows you to hand-pack batches of 10 to 50 boxes per movement limited by as much as you operators’ hands can carry.
There is no doubt that the packing speed of the Pick & Place Mode is inferior to that of the Horizontal and Vertical Modes which is why the Pick & Place is used as a backup mode for more complex boxes that cannot be packed with the Ergosa’s Horizontal or Vertical Modes.
🔍 Related: Comparing Collecting Tables Vs. Ergosa Packer & Evaluation of Working Principles

Now that we’ve broken down the formula of packing speed and how it is derived, let’s take a closer look at the parameters of this equation and how each parameter affects the packing speed.
We defined the formula of packing speed under the Ergosa's Pick & Place Mode as:
For the speed (S) to be as high as possible in value, the numerator (Nbc x 3600) must be as high as possible and the denominator (Pr + I + P x Nh) must be as low as possible.
Of these parameters, 4 have an impact on the speed (S), and thus the productivity, of the Ergosa in Pick & Place Mode. These 4 parameters are bolded below:
However, and unlike with the Ergosa’s Horizontal and Vertical Modes, although you can influence those 4 parameters, they have a limited impact on the speed (S).
**Note: Because the operator can hand-pack batches of 10 to 50 boxes per movement with the Ergosa’s Pick & Place Mode depending on how much your operator’s hands can carry per movement, we will assume that a batch contains 25 boxes to facilitate the following calculations.
In addition, all our calculations will be based on the assumption that there is only 1 operator at the packing station. This means that the calculated speeds will be doubled if you add a second operator.
The greater the Nbc = Number of boxes per case, the greater your packing speed.
But more boxes per case also means more batches required to complete a case. Hence, those 2 parameters are closely related.
The chart below shows you a visual representation of what increasing the number of boxes per case does to the speed (Pr = 7, I = 3, P = 6 and where Nh varies based on the number of boxes per case i.e Nh = 2 for 50 boxes, Nh = 4 for 100 boxes, Nh = 8 for 200 boxes, etc.):
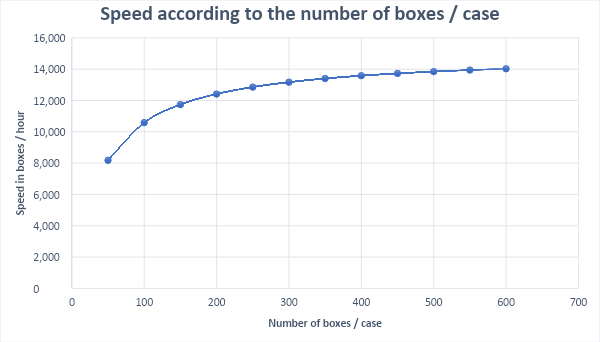
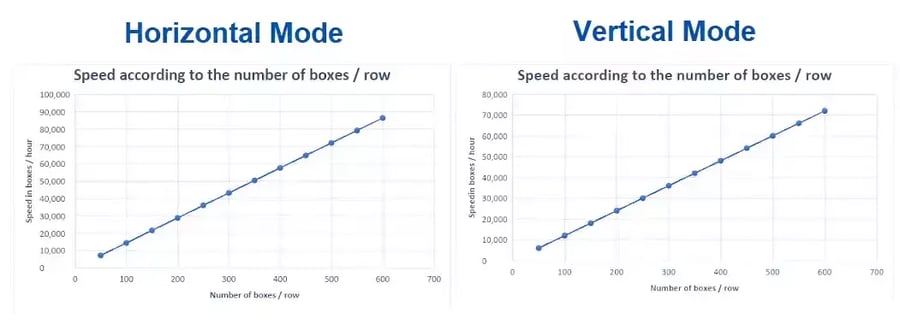
The first observation that we can see in the graph above is that increasing the number of boxes per case increases the packing speed but this increase is much lower than what we saw with the Horizontal and Vertical Modes which is displayed in the 2 graphs below.
The second observation that we can see in the graph above is that increasing the number of boxes per case increases the packing speed but up to a point.
That is, the increase in speed (S) is not linear to the increase in the number of boxes per case unlike with the Horizontal and Vertical Modes that prove to have a linear relationship as shown in the 2 graphs below.
In fact, we see that the increase in speed (S) with the Ergosa’s Pick & Place Mode stops at a little over 14,000 boxes per hour.
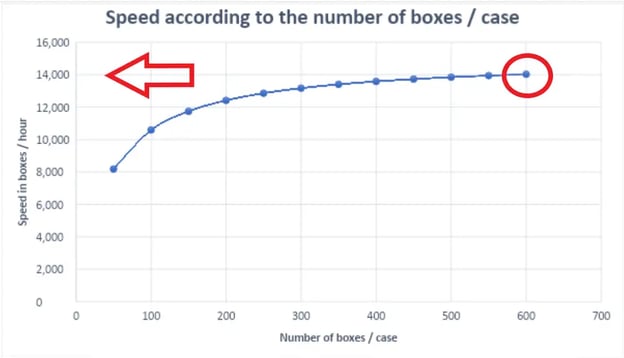
The increase in speed stops at about 14,000 boxes per hour because the more boxes per case, the greater the number of batches that need to be hand-packed in each case which means the greater the number of times Step #3 — Packing (P) needs to be repeated.
This impacts the denominator of the packing speed’s equation and limits the gain in speed (S).
To demonstrate this comparison, you can see in the graph above that when we increase the number of boxes per case from 100 to 200 boxes per case, the speed increases from 10,588 to 12,414 boxes per hour which represents a gain in speed (S) of approximately 17%.
In contrast, when we increase the number of boxes per case from 500 to 600 boxes per case, the speed increases from 13,846 to 14,026 boxes per hour which represents a gain in speed (S) of only about 1.3%. That is a stark contrast in the percentage of speed gain.
“Okay, what’s the ideal number of boxes per case?”
You want to have as many boxes per case as possible.
That said, 300 to 400 boxes per case is considered ideal because anything beyond this number will result in a negligible gain in speed (S).
In sum, to maximize your Ergosa’s productivity, increase your number of boxes per case to the largest amount possible.
This is usually between 300 to 400 boxes per case.
The Pr = Preparation time is the time it takes an operator to prepare each empty case so that it can be packed with the boxes.
The Pr’s value is either 0 or 7 seconds.
If the operator in charge of packing boxes into cases is also responsible for preparing empty cases, then the Pr’s value is 7 seconds.
If your packing station is equipped with a case erector or you have a separate operator in charge of preparing empty cases, then the Pr’s value is 0 seconds.
Having a case erector influences the impact the Nbc = Number of boxes per case has on the speed (S).
As we have seen in the previous section, the relationship between the number of boxes per case and the speed (S) is not linear and this affects the Pr = Preparation time.
To better understand how a case erector influences your speed (S), we put 2 examples that show what happens to the speed (S) when the Nbr = Number of boxes per row is increased if you do not have a case erector (blue line) versus if you do have a case erector (orange line).
Pr = 7, I = 3, P = 6 and where Nh varies based on the number of boxes per case i..e Nh = 2 for 50 boxes, Nh = 4 for 100 boxes, Nh = 8 for 200 boxes, etc.
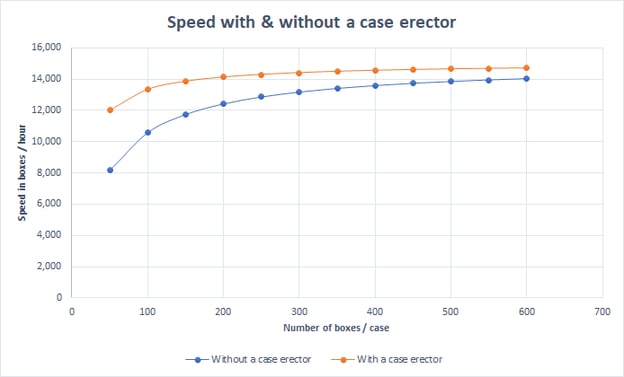
Once again, if we look at the gain in speed (S) obtained with 100 boxes per case versus 500 boxes per case, we can see that this gain in speed (S) decreases as the number of boxes per case increases:
With 100 boxes per case, the gain with a case erector (orange line) is about ±25.9% higher than without a case erector (blue line).
With 500 boxes per case, the gain with a case erector (orange line) is about ±5.7% higher than without a case erector (blue line).
The P = Packing time per batch refers to the time needed to pack each batch of boxes into the case (we’re assuming that a batch contains 25 boxes).
We mentioned earlier that the predicted average time needed for the operator to complete Step #3 — Packing (P) is 6 seconds. That is, the average P = Packing time per batch is 6 seconds.
Reducing the packing time per batch below 6 seconds will be very difficult for an operator to maintain in the long term.
It is important for you to know that although the P = Packing time per batch is difficult to reduce below 6 seconds, several factors can quickly, and considerably, increase the P = Packing time per batch thus diminishing your packing speed, and thereby, your overall productivity.
Hence, being aware of those factors is critical.
Over the last 10 years of wiring, testing, and installing Ergosa packers, I have noticed 1 key point that I can confidently say makes a big difference in the P = Packing time per batch.
This key point is the organization of your packing station(s).
Too often I have seen folder-gluers run much slower than what a packer is capable of running simply because of poorly organized workstations.
Similarly, I have seen countless box adjustments that are totally unsuitable for manual packing but box manufacturers are stuck in their old ways.
And this leads their competitors to steal market share and eventually their clients: A sad but true reality.
Here are 3 important takeaways to maximize your productivity with the Ergosa’s Pick & Place Mode:
As we saw, you do not achieve miracle gains with the Pick & Place (or Manual) Mode.
And that is not surprising given that the Pick & Place Mode is intended to be used as a backup mode for the other 2 standard modes.
That said, we saw how you can manipulate certain parameters to reach higher packing speeds and boost your productivity.
To get the greatest return on investment from your Ergosa, you’d want to maximize your Ergosa’s productivity under every packing mode you are using.
How do you do that? We’ve got you covered!
Check out the following 2 guides that show you exactly how to maximize your Ergosa’s productivity based on the packing mode(s) your company is using:
👉 What is the Ergosa’s Horizontal Mode and What Production is it Best Suited For?
👉 What is the Ergosa’s Vertical Mode and What Production is it Best Suited For?
Got questions? Need more help optimizing your Ergosa’s productivity?
Contact IMPACK’s Experts for help! We’ll reach out in less than 24 hours 😉.
1 min read
If you’re considering the purchase of an Ergosa packer, you’re probably wondering: What benefits can the Ergosa provide to my packing process?

1 min read
👉 You’re thinking of purchasing an Ergosa packer to maximize your folder-gluer’s productivity, but you want to be 100% certain that you’re making...
.jpg)
1 min read
You’ve ordered an IMPACK Ergosa packer.