
 Maxime Jacques
Maxime Jacques
1 minutos de lectura
¿En qué consiste el sistema de gestión de embalajes de Ergosa y cómo funciona?
Está considerando la compra de una encajadora Ergosa para maximizar la productividad de su plegadora-encoladora y alcanzar mayores velocidades de...
.jpg)
Ha ordenado una encajadora Ergosa de IMPACK.
Su nueva y *brillante* encajadora Ergosa fue entregada, instalada y puesta en marcha.
Ahora está funcionando plenamente y con un equipo bien capacitado.
Tiene una gran idea de cómo funciona la Ergosa, ha conseguido reducir su personal de encajado a 1 o 2 personas, y ha incrementado su velocidad de encajado en un 25%, 50% o incluso 100%.
Ahora se está preguntando,
"¿Cómo puedo llevar mi Ergosa a su máximo potencial?"
"¿Cómo puedo obtener la mayor rentabilidad de mi Ergosa?"
Empieza a hacerse muchas preguntas. Preguntas como, ¿debo tener filas más largas o más cortas? ¿Debo optar por una determinada configuración de encajado en lugar de otra? ¿Necesito una precintadora de embalajes? ¿Una formadora de cajas? ¿Y la inspección de operaciones? ¿Dónde está mi mayor "pérdida" de velocidad?
La respuesta a estas preguntas podría significar un gran aumento de la productividad, lo que significa cerrar más contratos y, por tanto, más dinero.
La verdad es que no hay una respuesta fácil o directa a todas esas preguntas.
Debido a que la producción y las circunstancias de cada empresa son únicas y diferentes, la maximización de la productividad de su Ergosa depende completamente de la situación concreta de su empresa y de cómo use su encajadora Ergosa.
Y como la encajadora Ergosa tiene 3 modos principales de encajado, los pasos que debe dar para maximizar su productividad pueden variar de un modo de encajado a otro.
Durante los últimos 10 años, he trabajado con muchas encajadoras Ergosa.
Ya sea cableando, probando, instalando, administrando la capacitación de los operarios o recomendándolos a los clientes, he visto cómo los fabricantes de cajas más y menos exitosos utilizan sus encajadoras Ergosa.
Esas experiencias demuestran qué acciones de los fabricantes de cajas obtienen la mayor o menor rentabilidad de su Ergosa.
Este artículo le explicará, paso a paso, cómo puede conseguir la máxima productividad posible con el modo horizontal de Ergosa.
También escribí otros 2 artículos sobre cómo maximizar su productividad con el modo vertical y el modo pick & place de Ergosa que los recomiendo muy especialmente si utiliza esos modos de encajado.

Al igual que sucede con cualquier sistema de encajado, la productividad de la encajadora Ergosa puede definirse con una ecuación matemática.
Esta ecuación matemática determina el éxito en la maximización de la productividad de su Ergosa, sin importar el modo de encajado que esté usando.

La ecuación matemática de la velocidad de encajado es simplemente la fórmula utilizada para calcular la velocidad con que se encaja.
Para definir esta fórmula en el modo horizontal de Ergosa, voy a desglosar el proceso de encajado en sus 3 etapas principales:
Paso #3 — Encajado (P) también incluye todas las operaciones de control, etiquetado, etc. El operador repetirá el Paso #3 — Encajado (P) tantas veces como filas haya en el embalaje.
Por ejemplo, si la configuración de encajado tiene 4 filas, el operador repetirá el Paso #3 — Encajado (P) 4 veces.
Una vez que la(s) fila(s) de cajas haya(n) sido empacadas(s) en el embalaje, el operador presiona el botón de expulsión y la Ergosa liberará el embalaje del Sistema de Retención de Embalajes. El operador repetirá del paso #1 al paso #3 para cada embalaje.
Para cada uno de estos 3 pasos que constituyen el proceso de encajado, podemos definir el tiempo promedio que el operario requiere para completar la acción.
Después de muchos años de repetir este proceso, de pruebas constantes y de validaciones periódicas de nuestros clientes y expertos, este es el tiempo promedio previsto que necesita el operario para realizar cada paso:
Tenga presente que este "tiempo promedio" es bastante conservador y no representa la mejor productividad que se puede lograr.
Desglosando el proceso de encajado en sus 3 pasos principales, podemos definir la velocidad de encajado con la siguiente fórmula:
Donde:
Por ejemplo, si el embalaje consta de 4 filas y 400 cajas por fila, la velocidad de encajado será:


Ahora que hemos desglosado la fórmula de la velocidad de encajado, observemos con mayor detalle los parámetros de esta ecuación y cómo cada parámetro afecta la velocidad de encajado.
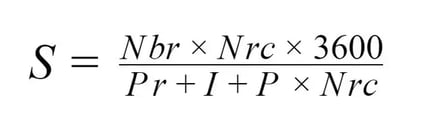
Hemos definido la fórmula de velocidad de encajado bajo el modo horizontal de Ergosa como:
Para que la velocidad (S) tenga un valor lo más alto posible, el numerador (Nbr x Nrc x 3600) debe ser lo más alto posible y el denominador (Pr + I + P x Nrc) debe ser lo más bajo posible.
Hay 4 parámetros que puede aprovechar para mejorar esta velocidad (S), y por lo tanto, la productividad de su Ergosa en modo horizontal. Estos 4 parámetros están en negrita a continuación:
No se puede influir en los otros 2 parámetros (3600 = Número de segundos por hora e I = Tiempo de inserción), simplemente porque siempre habrá 3600 segundos en una hora y el tiempo de inserción (I) de un embalaje en el Sistema de Sujeción de Ergosa no se puede reducir.
Dependiendo de la destreza y habilidades de su operario, de su nivel de involucramiento en la tarea y de la organización de su puesto de trabajo, el tiempo I = de inserción puede variar ligeramente pero siempre estará entre 2 y 3 segundos.
Muy bien. Ahora que hemos hablado de los parámetros sobre los que no se puede influir, vamos a desviar nuestra atención hacia lo que es importante: los 4 parámetros a los que se puede sacar provecho para maximizar la productividad de su Ergosa en el Modo Horizontal.
Estos 4 parámetros son 1) Nbr = Número de cajas por fila, 2) Nrc = Número de filas por embalaje, 3) Pr = Tiempo de preparación, y 4) P = Tiempo de encajado por fila.
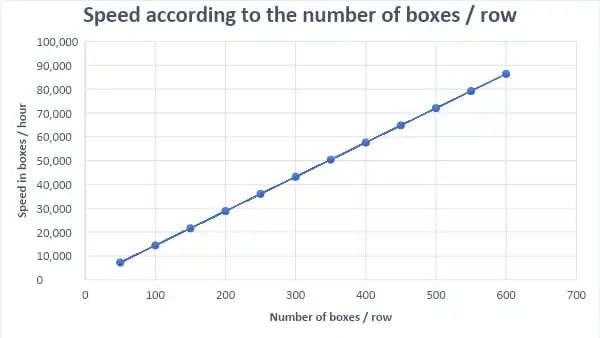
Cuanto mayor sea el Nbr = Número de cajas por fila, mayor será su velocidad de encajado.
El diagrama siguiente muestra una representación visual de cómo el aumento del número de cajas por fila da lugar a una mayor velocidad de encajado (Nrc = 1, Pr = 7, I = 3, P = 15).
"Entonces, si aumentar el número de cajas por fila incrementa mi velocidad de encajado, ¿debo añadir todas las cajas que pueda por fila?"
Gran pregunta. Aumentar su Nbr = Número de cajas por fila incrementa su velocidad de encajado hasta cierto punto.
En otras palabras, llega un punto en el que el Nbr = Número de cajas por fila son muchas para un operario.
"Bien, ¿cuál es el número ideal de cajas por fila?"
Normalmente, el número ideal de cajas por fila es de aproximadamente 400 a 500.
Dicho esto, para definir el número de cajas por fila, hay que tener presente el peso de la fila.
Cada fila no debe superar los 8 o 10 kg. Para que su encajadora Ergosa tenga un rendimiento óptimo a largo plazo con el personal de encajado necesario, recomendamos un peso máximo de 8 a 10 kg por fila.
Esto quiere decir que quizás tenga que limitar el número de cajas por fila a 300 cajas, por ejemplo, debido al peso de la fila.
Todo lo que supere los 8 o 10 kg dificultará que su operario/encajador mantenga una alta velocidad de encajado a largo plazo.
En resumen, para maximizar la productividad de su Ergosa, aumente el número de cajas por fila la mayor cantidad posible teniendo en cuenta el peso de la fila.
Esto suele ser entre 400 y 500 cajas por fila.
El Nrc = Número de filas por embalaje es el factor más complejo de determinar ya que está presente tanto en el numerador como en el denominador de la fórmula de velocidad de encajado.
Por lo tanto, es necesario encontrar un punto de equilibrio dado que el Nrc afecta la velocidad de encajado en ambas direcciones.
Examinemos primero la presencia del Nrc en el numerador de la ecuación:
Hemos dicho que queremos que el Nbr = Número de cajas por fila sea lo más grande posible.
Sabemos que el Nbr = Número de cajas por fila combinado con el Nrc = Número de filas por embalaje forman juntos el número de cajas por embalaje.
Y racionalmente, queremos que el número de cajas por embalaje sea lo más grande posible.
Si observamos ahora la parte del denominador de la ecuación, cuanto mayor sea el Nrc = Número de filas por embalaje, mayor será la limitación de velocidad. Si bien esto es verdad, también se debe tener en cuenta el Pr = Tiempo de preparación e I = Tiempo de inserción que tienen valores generalmente "fijos".
Por lo tanto, es necesario encontrar un punto de equilibrio entre estos dos factores.
El gráfico siguiente muestra cómo cambia la velocidad de encajado cuando cambia el Nbr = Número de cajas por fila y el Nrc = Número de filas por embalaje.
Aquí, el Nrc = Número de filas por embalaje aumenta de 1 fila a 8 filas por embalaje (Pr = 7, I = 3, P = 15).
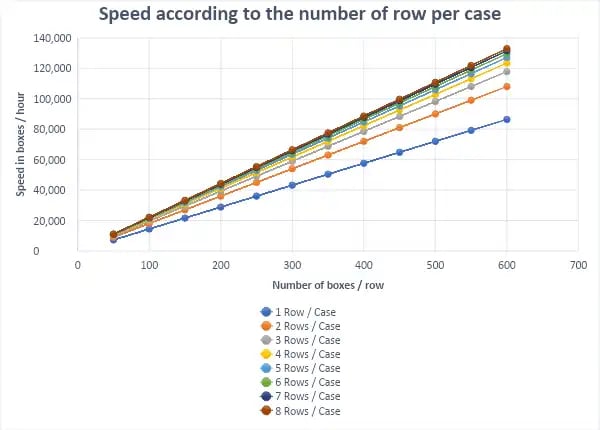
Como muestra el gráfico, el aumento del Nrc = Número de filas por embalaje aumenta la velocidad de encajado, pero hasta cierto punto.
Es decir, hay un punto en el que al aumentar el Nrc = Número de filas por embalaje da como resultado un incremento menor en la velocidad de encajado.
Más concretamente, podemos ver que aumentar el Nrc = Número de filas por embalaje de 1 a 4 filas aumenta la velocidad de encajado en aproximadamente 40.000 cajas por hora.
Por el contrario, aumentar el Nrc = Número de filas por embalaje de 4 a 8 filas aumenta su velocidad de encajado en sólo ∼10.000 cajas por hora, es decir, 4 veces menos.
"¿Cuál es el número ideal de filas por embalaje?"
La respuesta es el mayor número posible. Sin entrar en demasiados detalles matemáticos, cada fila adicional aumenta su velocidad de encajado.
Sin embargo, a partir de un determinado número de filas, el aumento de velocidad de encajado es muy limitado. Además, cuando manipule embalajes llenos, se verá limitado por el peso del embalaje.
Los clientes que trabajan a altas velocidades con el modo horizontal de Ergosa suelen tener 3 o 4 filas por embalaje para cajas de tamaño estándar. Para cajas pequeñas, como las farmacéuticas, suelen tener de 6 a 8 filas por embalaje.
En resumen, para maximizar la productividad de su Ergosa, aumente el número de filas por embalaje al máximo posible teniendo en cuenta el peso del embalaje.
Esto suele ser entre 3 y 4 filas por embalaje para cajas de tamaño estándar y entre 6 y 8 filas por embalaje para las cajas de tamaño pequeño.
El Pr = Tiempo de preparación es el tiempo que tarda un operario en preparar cada embalaje vacío para poder encajarlo con las cajas.
El valor de Pr es 0 o 7 segundos.
Si el operario encargado de poner las cajas en los embalajes es también responsable de preparar los embalajes vacíos, entonces el valor del Pr es de 7 segundos.
Si su estación de encajado está equipada con una formadora de embalajes o tiene otro operador a cargo de preparar los embalajes vacíos, entonces el valor de Pr es 0 segundos.
Tener una formadora de embalajes influye en el impacto que el Nbr = Número de cajas por fila tiene en la velocidad (S).
Para comprender mejor como una formadora de embalajes influye en la velocidad (S), ponemos 2 ejemplos que muestran lo que pasa con la velocidad (S) cuando el Nbr = Número de cajas por fila se incrementa si no se tiene una formadora de embalajes versus si se tiene una formadora de embalajes.
Con sólo 1 fila por embalaje, es obvio que tener una formadora de embalajes incrementa considerablemente la velocidad con respecto a no tener una formadora de embalajes.
De hecho, la ganancia en velocidad de encajado con una formadora de embalajes es aproximadamente 39% mayor que sin una formadora de embalajes.
Tomemos un ejemplo de dos situaciones con y sin una formadora de embalajes (Nbr = 500, Nrc = 1, I = 3 y P = 15).
Esto representa aproximadamente un 39% de diferencia en la velocidad de encajado.
Sin embargo, cuantas más filas tenga, menor será la ganancia de velocidad con una formadora de embalajes (Nbr = 500, Nrc = 4, I = 3 y P = 15).
Esto representa aproximadamente un 11% de diferencia en la velocidad de encajado.
El P = tiempo de encajado por fila se refiere al tiempo necesario para encajar cada fila de cajas en el embalaje.
El P = Tiempo de encajado por fila depende de dos cosas: en primer lugar, el nivel de involucramiento de la persona que encaja (u operario) en el encajado, y en segundo lugar, el número de operaciones que esta persona/operario debe realizar.
Si la persona que encaja debe realizar también controles, etiquetar las cajas, tomar muestras para el control de calidad, etc., además de encajar filas en los embalajes, entonces el P = tiempo de encajado por fila puede variar de 10 a 15 segundos (pero hemos visto a operarios de empresas bien organizadas en esta misma situación capaces de realizar la operación en sólo 7 segundos).
Los sistemas automáticos de control de calidad en línea, como los recomendados para la unidad de control de la cola, le permitirán automatizar estas revisiones de control de calidad y reducir así el número de acciones que tendrá que realizar el operario/persona que encaja.
Por último, la organización de su estación de encajado juega un papel fundamental.
Si todo está adaptado para que la carga de trabajo sea sencilla y coherente para su personal de encajado, la(s) persona(s) de encajado podrá(n) reducir su P = tiempo de encajado.
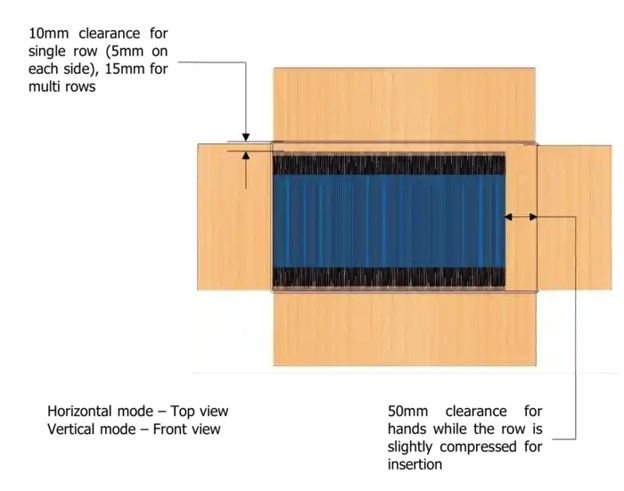
Es por esta razón que le recomendamos una holgura de entre 10mm y 15mm (en una o varias filas) entre el ancho de la caja y el embalaje.
Además, le recomendamos una holgura de 50mm cuando la fila está ligeramente comprimida para permitir un proceso de encajado suave y sin complicaciones.
El siguiente gráfico muestra la ganancia de velocidad de encajado entre un P = tiempo de encajado de 10 segundos vs 12 segundos vs 15 segundos.
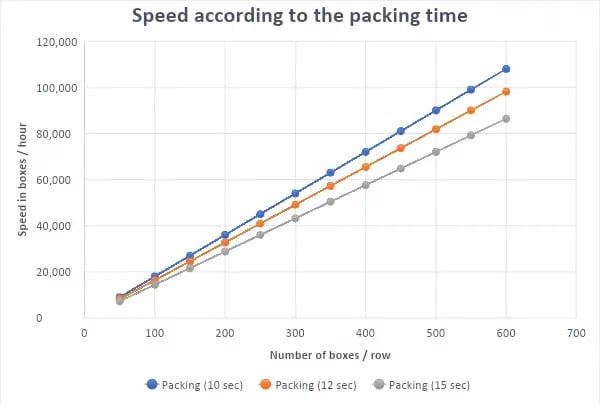
Como se aprecia en el gráfico, una mejor organización del puesto de trabajo combinada con un operario bien organizado que no tenga que realizar tareas ajenas al encajado dará como resultado una reducción del tiempo de encajado (P) de 15 segundos a 12 segundos e incluso hasta 10 segundos.
También debe saber que las propias cajas pueden influir en el P = tiempo de encajado.
La forma, el tamaño, el tipo, la pintura o el barniz de la caja pueden influir en la dificultad de encajar cada fila en el embalaje y, por tanto, en el P = Tiempo de encajado por fila. Esto, por tanto, influye en la velocidad de encajado (S).
En este momento, debería tener un conocimiento sólido de cómo maximizar la productividad de su Ergosa en el modo horizontal.
Pero, para obtener el mayor rendimiento de la inversión de su encajadora Ergosa, querrá maximizar la productividad de su Ergosa en cada modo de encajado que use.
¿Cómo se hace eso? ¡Tenemos la respuesta!
Consulte las dos guías siguientes que le muestran exactamente cómo maximizar la productividad de su Ergosa de acuerdo al modo de encajado que utilice su empresa:
👉 ¿Qué es el modo horizontal de Ergosa y para qué producción es más adecuado?
👉 ¿Qué es el modo Pick & Place de Ergosa y para qué producción es más adecuado?
👉 Cómo maximizar la productividad de su plegadora-pegadora
¿Tiene más preguntas a las que desee dar respuesta?
¡No dude en ponerse en contacto con un experto de IMPACK para recibir ayuda! Ellos pueden responder a todas sus preguntas y determinar las mejores soluciones para los problemas que está experimentando, sin compromiso.

1 minutos de lectura
Está considerando la compra de una encajadora Ergosa para maximizar la productividad de su plegadora-encoladora y alcanzar mayores velocidades de...
.jpg)
1 minutos de lectura
Su nueva encajadora Ergosa ha sido entregada, instalada y puesta en funcionamiento.

1 minutos de lectura
👉 Está pensando en comprar una encajadora Ergosa para maximizar la productividad de su plegadora-encoladora, pero quiere estar 100% seguro de que...